
Разбор самых популярных ошибок при сварке полипропиленовых труб

Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить — готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.
Немного о процессе пайки
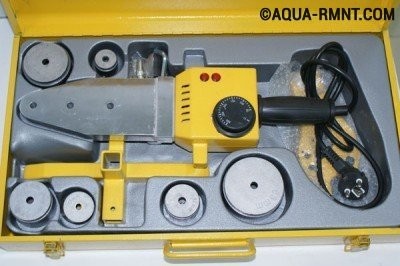
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.

В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева. Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей.
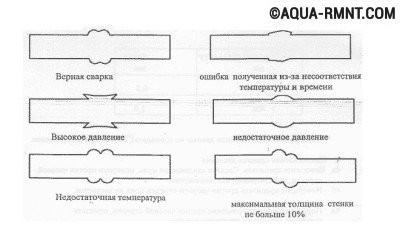
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения.
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.

Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки.
Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода.
Читайте также нашу следующую статью, в которой представлена инструкция по монтажу системы отопления с использованием полипропиленовых труб: https://aqua-rmnt.com/otoplenie/documents/montazh-otopleniya-iz-polipropilenovyx-trub.html
Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
После раскроя заготовок внутренние и внешние края среза необходимо тщательно зачистить шабером. Конечно же, при отсутствии должного инструмента можно воспользоваться и подручными средствами, например, ножовкой по металлу, однако при её использовании полипропилен будет неминуемо плавиться. На заготовках надо будет снимать фаски, а это потребует дополнительной траты времени и сил.
Напоследок хочу напомнить о том, что львиная доля дефектов появляется после сварки, проведённой на весу. Исключение составляют разве что случаи, возникающие на особо трудных, криволинейных участках магистрали, или при завершении монтажа отдельной ветки. Паяльный (сварочный) аппарат должен иметь подставку, достаточно устойчивую для того, чтобы агрегат не опрокидывался во время работы.
Технология сварки полипропиленовых труб своими руками: обзор способов и нюансов

Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб – своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.
Трубы и вспомогательные элементы для сборки
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.

Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.
Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Полипропиленовую трубу с толщиной стенки свыше 4 мм, а диаметром более 50 мм соединяют по методике стыковой сварки:
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной или отопительной системы из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Этап #1 — расчет материала и комплектующих
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
Особенностью полипропиленовых труб является возрастание коэффициента линейного расширения под действием высоких температур.
Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Этап #2 — пайка элементов трубопровода
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.
Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают паяльник для ПП труб к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270 °С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.
Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются.
Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.
После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока система отопления или полипропиленовый водопровод не будет полностью собран.
Температурные параметры проведения пайки ПП труб приведены в статье, с которой самостоятельным домашним мастерам следует обязательно ознакомиться перед стартом работ.
Краткое фото-руководство по сварке ПП труб
Наглядно представить последовательность выполнения работ по сборке полипропиленового трубопровода и соединению его деталей поможет следующая подборка пошаговых фото:
Пайка полипропиленовых труб в труднодоступных местах: советы и рекомендации
Полипропиленовые трубопроводы (ППР) в силу своей ценовой доступности, физических параметров и удобства монтажа являются широко востребованными в бытовом хозяйстве при организации холодного и горячего водоснабжения. При самостоятельном монтаже наибольшие сложности вызывает пайка полипропиленовых труб в труднодоступных местах, справиться с которой без ошибок новичку довольно сложно.
Поэтому полезно изучить приемы – как правильно спаять трубопровод у стен, особенности пайки в углах, желательно уметь провести ремонт полипропиленовых участков трубопровода с соблюдением технологии.
При этом очень важно сделать правильный выбор инструмента и знать наиболее часто встречающиеся ошибки у новичков.

Рис.1 Промышленный аппарат для пайки ППР стыковым способом – принцип работы
Способы сварки полипропиленовых труб
Для соединения полипропиленовых труб используются несколько способов сваривания в зависимости от их диаметра, толщины стенок и области применения:
- Стыковой. Методика применяется для стыковки элементов трубопроводов большого диаметра, используемых в промышленной и коммунальной сфере. Процесс происходит путем одновременного нагревания плоским диском предварительно обрезанных под углом 90 градусов трубных торцов, после чего их кромки с усилием прижимаются друг другу на специальном станке.
- Муфтовый. Технология практически не используется в при сварке полипропиленовых труб (в основном с ПНД), соединение происходит с помощью электросварных муфт, в которую вставляются оба конца трубных элементов. При пропускании электрического тока внутренний корпус разогревается, становится более мягким и теряет свою жесткость. В результате этого процесса он сжимается под давлением внешней оболочки, образуя прочный неразъемный стык между соединяемыми элементами (активное упрочнение). После охлаждения эффект активного упрочнения остается, плотно прижимая муфту к трубам.
- Раструбный способ. Широко применяемый в быту и во всех сферах промышленности метод, состоит в соединении двух концов полипропиленовой трубы с помощью полипропиленовых фитингов. Для нагревания в быту и промышленности используются специальные сварочные аппараты (утюги) и нагревательные насадки, которые одновременно нагревают поверхность трубы и внутреннюю часть фитинга, после чего элементы состыковываются.

Рис. 2 Сварочное устройство – паяльник
Необходимый инструмент для пайки полипропиленовых труб малого диаметра
Метод термической диффузии, используемый для сваривания элементов из полипропилена, реализуется за счет их нагрева специальными устройствами, обычно именуемыми паяльниками или утюгами. Конструктивно агрегат представляет собой стальной корпус с вмонтированным нагревательным тэном, к которому прикручиваются цилиндрические нагреватели (насадки), по размерам соответствующие стандартным наружным диаметрам полипропиленовых труб.
Температура задается механическим терморегулятором и двумя выключателями, в более современных устройствах устанавливается электронный индикатор температуры с процессорным управлением нагревом. Основное количество утюгов имеют плоскую форму, менее распространенная разновидность имеет круглый нагревательный элемент, насадки на котором фиксируются двусторонними прижимными винтами.
Помимо утюга для сварного монтажа магистрали из полипропилена требуется следующий инструмент:
- Ножницы. Предназначены для нарезки полипропиленовых труб, часто идут в комплектации с паяльным прибором.
- Карандаш и рулетка. Инструмент, а также уголок и ножик, служат для точного обмера и контроля расположения вырезаемых участков, снятия внутренней фаски.
- Набор соединительных фитингов. Включает в себя прямые и угловые муфты, тройники, краны, резьбовые фитинги и другие детали арматуры, служащие для изменения направления или подключения сантехнических приборов в магистраль.
- Средства бытовой химии. Вещества могут понадобиться для обезжиривания свариваемой поверхности и ее очистки от грязи.

Рис. 3 Инструменты для работы с ППР
Пайка полипропиленовых труб в труднодоступных местах
Решая, как паять полипропиленовые трубы в труднодоступных местах, следует учитывать следующие факторы.
Работа с полипропиленовыми трубопроводами в узких местах сложнее, чем сварка на прямых трубных прогонах в условиях достаточного пространства. К неудобным местам обычно относят пространство вверху под потолком, точки в углах и условия ограниченного пространства, затрудняющие установку паяльника на подставку. В последнем случае без посторонней помощи вам не обойтись, альтернативным решением является специальный крюк, подготовленный заранее в удобном месте, на который можно вешать паяльник.
При слишком близком расположении спаиваемых трубных участков друг от друга на стене используют специальный прием – прямую и ответную части стыка прогревают по очереди. При этом первый участок греют чуть дольше положенного времени, а после греется труба меньшее время и при возможности с повышенной температурой (регулятор устанавливают на больший диаметр).
Ситуацию, когда спаиваемые отрезки должны быть определенной длины, но при сварке их паяльником в линию одну из частей придется обрезать на ширину двух насадок и греющего утюга, можно решить другим способом. Приобретается аналогичная насадка, закрепляется на нагревающей платформе и производится одновременная пайка каждого из отрезков в разных плоскостях, после чего они соединяются. Таким методом можно монтировать не только прямые участки, но и повороты на стенах, обеспечивая тем самым более плотное прилегание линии к огибаемой поверхности.

Рис. 4 Сварка участков трубопровода утюгом с двумя насадками
Сварка и монтаж отдельной части системы трубопровода
При пайке водопроводной магистрали из полипропилена всегда стараются проводить монтаж отдельных участков водопровода в месте с большим свободным пространством и на удобной высоте. Для этого вам понадобятся основные инструменты, чертеж магистрали и правильный порядок проведения работ.
Обычно сторона наиболее трудная для спайки расположена на стене с двумя угловыми фитингами, поэтому ее сваривают в первую очередь и закрепляют на клипсы или дюбельные муфты. После от угловых фитингов проводят дальнейший монтаж участков линии, переходя к паяльным работам непосредственно около стен. Для удобства монтажа необходимо заранее предусмотреть место для установки паяльника на подставку или организовать его подвешивание.
Особенности пайки в углах
Спаивание в таких условиях не отличается от проведения подобных работ на других участках стен за исключением некоторых факторов.
Угловая сварка требует точности и соблюдения повышенных требований к геометрии прямого угла, для его проверки используется угольник. Для стыковки отрезков применяют специальные угловые муфты с углом разворота 90 градусов, которые следует приобретать вместе с трубами от одного производителя – это обеспечит высокую адгезию между соединенными элементами.

Рис. 5 Последовательность пайки трубопровода из ППР
Последовательность и важные правила пайки полипропилена
Хотя оборудование для спаивания полипропилена не слишком сложно в эксплуатации, при работе с ним следует соблюдать в следующие правила:
- Желательно устанавливать паяльник на ровной поверхности и надежно фиксировать в случае монтажа отдельных участков трубопровода.
- Стандартная температура пайки поипропилена составляет 260º С, в бюджетных моделях данная температура достигается в течение 10 – 15 секунд, современные дорогие модели нагревает насадки за 5 секунд.
- При работе труба и фитинг нагреваются одновременно, для каждого устройства в инструкции указывается свое время нагрева, контакта и остывания стыка, зависящее от материала и наружного диаметра трубопроводной линии.
Технология спайки ППР состоит из следующей последовательности подготовительных и монтажных операций:
- Вначале производят стыковку отдельных отрезков линии, поэтому сварочный аппарат располагают в просторном месте, где окружающие стены или предметы не будут мешать монтажу участков трубопровода необходимой длины. Также паяльник должен располагаться на твердой и ровной поверхности вдали от воспламеняющихся предметов.
- При спайке очень важно, чтобы температура окружающей среды не понижалась менее чем на 10º С., в противном случае поверхность деталей быстро остынет и сваривание не произойдет. Если работа будет производиться в холодном помещении, необходимо произвести его прогрев.
- При монтаже сложных линий лучше выполнить точный чертеж с указанием размеров – в этом случае можно распределить работы по сварке длинных цепей в удобных условиях вдали от стен. Далее отрезки будут припаиваться на весу около стен непосредственно в точках окончательного расположения.

Рис.6 Технология правильной пайки полипропилена
- Процент брака можно снизить на значительную величину, приобретая все материалы от одного производителя – детали будут иметь не только одинаковые размеры, но единый химический состав, способствующий наилучшей диффузии.
- В некоторых случаях недобросовестный производитель выпускает насадки на паяльник с разными размерами прямой и обратной частей – их также следует проверить, вставляя друг в друга. Аналогично предварительно проверяются и материал на соответствие диаметрам насадок.
- Труба разрезается при помощи ножниц-секаторов строго под углом 90 градусов, армированные материалы лучше резать болгаркой с любым диском.
- При проведении сварных работ после обрезки на нужную длину поверхность деталей очищается от грязи и обезжиривается, если соединяется ранее установленная линия, из нее сливается вода, а места стыковки вытираются сухой тряпкой.
- Вначале следует одеть нужную насадку на прибор в соответствии с диаметром ППР и включить его для прогревания до температуры 260 С. В дорогих устройствах данное значение температуры можно визуально увидеть на индикаторном табло, в дешевых моделях оно выставляется регулятором соответствующего диаметра и выдерживается определенное время, после чего о готовности паяльника к работе сообщает сигнальная лампочка.
- После готовности устройства к работе одновременно два фитинга надавливаем на насадку, предварительно отметив на детали меньшего диаметра карандашом глубину погружения. Одновременное надавливание на заготовки с двух сторон позволяет надежно зафиксировать паяльник в одном месте.
- Детали держат на насадках указанное в инструкции время, отчет можно проводить, проговаривая про себя цифры 1001, 1002 и так далее.
- После разогрева заготовки извлекают и моментально вставляют друг в друга до указанной карандашом риски, избегая проворачивания, их держат в неподвижном состоянии также определенное время.
- Выдержав определенный период остывания, приступают к сварке следующего стыка.
При сварке на стенах неудобно держать детали на весу, поэтому трубу фиксируют в клипсах или муфтах, сдвигая на нужное расстояние.

Рис. 7 Монтаж ППР с врезкой крана
Часто возникает ситуация, когда необходимо привести врезку в трубопровод для вставки фитинг-крана или муфты при ремонте поврежденного участка. При проведении работ по установке крана лучше сваривать несколько участков в такой последовательности:
- Вначале разрезают трубопровод, вырезав из него сегмент нужной длины ножницами по предварительно рассчитанным меткам, сливают воду и очищают насухо свариваемые поверхности от жира, грязи и влаги.
- Оттягивают правый отрезок трубы от стены, вставляют его в насадку предварительного подготовленного к работе паяльника, с другой стороны подсоединяют фитинг открытого крана (это необходимо для стравливания воздуха).
- Производят сварку по приведенной выше технологии, затем переходят к другой стороне. Перед работой необходимо подготовить упор для паяльного прибора (ножницы, разводной ключ), так как спаивание будет проходить на весу.
- Отгибают левую трубу в сторону и производят прогрев раструба крана на несколько секунд больше, после чего быстро вставляют в насадку трубный конец, прогревая его на несколько секунд меньше.
- Затем состыковывают элементы, плотно прижимая их друг другу с соблюдением стандартных временных интервалов.
Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.

Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками – это исключит прилипание полипропилена и повысит качество соединений.

Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.
Так же следует всегда четко отмечать карандашом расстояние, на которое углубляется труба, для диаметра 20 мм. оно обычно составляет 14 – 17 мм.

Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:
- Пайка около стен грязных элементов или с оставшейся в линии водой, при этом из-за грязи или водяного охлаждения пластик плохо соединяется и в дальнейшем происходит разгерметизация стыка.
- Недостаточное углубление труб в раструбы большего диаметра. Нередко возникает при мелкой ошибке в случае монтажа кранов – если его вентиль не повернуть на небольшой угол, воздух в стыкуемом участке не будет иметь выхода, препятствуя полному погружению монтируемого участка в отверстие.
- При недостаточном нагреве соединяемых элементов пластик не будет иметь единой структуры и произойдет разгерметизация стыка. Определить данный дефект можно по отсутствию юбочки у кромки фитингов с большим диаметром.
- При ручной стыковке элементов следует выдерживать единую ось – в противном случае перекосы приведут к недостаточной плотности и разгерметизации.
- Также стыкуемый участок после соединения следует выдержать определенное время в неподвижном состоянии до полного остывания.

Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Для качественной пайки в труднодоступных местах большое значение играет качественный выбор паяльника – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР. Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
Пайка полипропиленовых труб
Кажется, что уже столько и многими написано обо всех аспектах сварки ПП-Р труб, что данную тему давно можно считать закрытой. Но в процессе общения с монтажниками понимаешь, что сарафанное радио оказывает большее воздействие на технику монтажа, чем указания по сварке на коробках с продукцией, здравый смысл, рекомендации производителей и множество технических пособий.
Что ж, предлагаем вернуться к вопросу и обстоятельно, с самого начала пройтись по нему, сперва разобравшись со свойствами материала, а уже затем перейдя непосредственно к самой пайке и её особенностям.
Специфика пайки труб из полипропилена
Начнем с того, что полипропилен – это пластик, а этот материал имеет разные температуры плавления и сварки. Например, у ПВХ температура сварки меньше, чем температура плавления. Для группы же труб из напорного полипропилена температура сварки составляет 260 ⁰ C .
Основной и важнейший критерий тут – соблюдение этой температуры: превышение способствует перегреву материала, повышенной текучести и деградация сырья в зоне нагрева. Поэтому чем качественнее у Вас будет сварочный аппарат, тем меньше вероятная погрешность в температуре сварки. У профессиональных моделей она составляет 0,5 ⁰ C . Сколько она будет у китайских и простых турецких, известно только их производителям (и то – не факт).
Если монтаж – Ваш хлеб, а каждое соединение – Ваша репутация, то Вы просто обязаны задумываться о выборе для себя самого лучшего инструмента! Так как это напрямую Ваши гарантии положительных отзывов по проделанным заказам и увеличение репутационных шансов на получение новых.
Чистота самой трубы – фактор про который многие почему-то забывают, а зря: естественно, если материал у Вас в грязи, то эта самая грязь вполне может попасть в место стыка, и он получится не качественным. То же самое относится и к трубам, которые лежали на солнце, и под действием ультрафиолета у них повредился внешний слой. Его надо убрать или взять новую трубу, так как, сняв часть старой, у Вас могут возникнуть сложности по её сварке из-за недостаточности наружного диаметра.
Помним про глубину соединения, – ведь именно контроль за ней поможет убрать заужения диаметров и избежать малой площади соединения.
Общее описание технологии
Полифузионная раструбная сварка является самым простым и надежным способом для соединения полипропиленовых труб и фасонных изделий (фитингов, соединительных деталей). Спаять материал между собой простая, но крайне ответственная задача. Способ при этом, по сути, один, но важен фактор соблюдения технологии – безответственный подход к которой чаще всего влечет за собой различные дефекты и соответствующие повреждения сварочных стыков.
Паяльные инструменты, машины для сварки труб
Необходимые инструменты для сварки:
Сварочный аппарат для раструбной сварки и насадки. Основные требования к данному оборудованию – надежность, а значит и отсутствие такой проблемы как регулярный ремонт некачественного инструмента, ведь ремонт – простой монтажа. И, конечно же, необходимо не забывать об обеспечении правильного температурного режима;
Ножницы или труборез, специально предназначенные для резки полипропиленовых труб. Вообще это два разных инструмента. Первые отличны от тех, что используются для Pex и металлопластиковых систем. У них должно быть широкое жесткое лезвие, которое будет с помощью храпового механизма без труда разрезать трубу диаметром до 32 мм. Для больших размеров уже лучше иметь резак, который функционирует запускаемым при вращении дисковым ножом. Он позволяет без потери сил резать трубу диаметром 110 мм с толщиной стенки до 20 мм, главное – поставить опциональное лезвие для пластиковых труб вместо медных.
Тряпка или салфетки. Трубопровод необходимо очистить от грязи. Чтобы место стыка было без мусора, хотя бы после резки;
Спирт для обезжиривания или аналогичный по действию состав. Думается, наличие спирта в перечне необходимого легко объяснимо – отметить начало монтажа и сплотить коллектив. На самом деле все просто – обязательная очистка места стыка от масляно-жировых следов;
Рулетка или метр. Отмерить нужный кусок трубопровода или глубину соединения, чтобы труба попала в фитинг ровно на то расстояние, которое требуется. Ни больше ни меньше;
Маркер или специальный карандаш, позволяющий оставлять разметку на трубе;
Нож с коротким и острым лезвием. Снять заусенцы при резке и фаску, которая позволит сделать соединение пластика максимально качественным.
Процедура сварки труб
Метод сварки идентичен для труб и фитингов всех производителей, это обуславливается идентичными физическими свойствами материала. Различие лишь в том, что работа с большими диаметрами требует не только сноровки, но и дополнительного оборудования.
Инструкция по работе со всеми видами ППР труб далее по тексту.
а) Сварка полипропиленовых труб и фитингов диаметрами от 20 до 40 мм:
Установить, если это возможно, сварочный аппарат на ровную поверхность или верстак;
Закрепить на сварочном аппарате насадки необходимого размера. Проверить чистоту насадок, при необходимости протереть их тканью;
Установить на терморегуляторе сварочного аппарата температуру 260 °C;
Включить сварочный аппарат, нажав кнопку включения;
Отрезать трубу необходимой длины;
Очистить и обезжирить свариваемые поверхности;
На нагретую насадку сначала надеть фитинг, а затем трубу. Обе части нагреваем в течение времени, указанного в Таблице 1;
После окончания времени нагрева снять обе детали с насадок;
Соединить трубу и фитинг медленным, равномерным движением без осевого смещения. Сваренную трубу и фитинг необходимо зафиксировать в течение 20 секунд.
Сварка полипропиленовых труб своими руками

Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
Как сделать сварку полипропиленовых труб своими руками для начинающих: разбор ошибок +Видео уроки
 Довольно много видов ремонтных работ предполагает полную замену труб. Для обустройства многих видов трубопроводов (канализации, водопровода и прочего) сегодня используют комплектующие из полипропилена. Эти изделия характеризуются достаточной прочностью и длительным сроком использования, недорого обходятся. Соединяются они методом специальной полипропиленовой сварки, предназначенной для соединения материалов подобного состава.
Довольно много видов ремонтных работ предполагает полную замену труб. Для обустройства многих видов трубопроводов (канализации, водопровода и прочего) сегодня используют комплектующие из полипропилена. Эти изделия характеризуются достаточной прочностью и длительным сроком использования, недорого обходятся. Соединяются они методом специальной полипропиленовой сварки, предназначенной для соединения материалов подобного состава.
Сварка полипропилена: подготовка
Прежде чем приступать к непосредственно сварочным работам своими руками, следует хорошо подготовиться к процессу.
Необходимо приобрести все требуемое оборудование, в первую очередь, специальный полипропиленовый сварочный паяльник- аппарат для труб.
Отдельные виды таких приспособлений называют утюгом, из-за очевидного сходства с последним.
Устройство не относится к разряду дешевых, но его совсем не обязательно покупать. Многие строительные компании предлагают оборудование такого типа в аренду. Такое заимствование обойдется во много раз дешевле, тем более, если инструмент требуется разово, только на время текущего ремонта.
При приобретении аппарата для сварки труб следует обратить внимание на его оснащенность специальными тефлоновыми насадками. Они могут иметь различные размеры, что позволяет выполнять манипуляции с трубами разных диаметров.
Что еще необходимо для работы?
 Специальный резак. Обычно он идет в едином комплекте вместе с паяльником. Или его придется тоже взять в аренду, или приобрести.
Специальный резак. Обычно он идет в едином комплекте вместе с паяльником. Или его придется тоже взять в аренду, или приобрести.- Шейвер понадобится, если вы купили трубы полипропиленовые армированные.
- Линейка.
- Обезжиривающий состав (для обработки поверхностей).
- Рулетка.
- Напильник.
- Нож.
- Фитинги.
 Специальный резак. Обычно он идет в едином комплекте вместе с паяльником. Или его придется тоже взять в аренду, или приобрести.
Специальный резак. Обычно он идет в едином комплекте вместе с паяльником. Или его придется тоже взять в аренду, или приобрести.  Фитинги выпускаются огромным ассортиментом, самых разных модификаций и калибров.
Фитинги выпускаются огромным ассортиментом, самых разных модификаций и калибров.
Выбор подходящего зависит используемых технических узлов, количества подключений и конфигурации самого трубопровода в доме.
В роли данного элемента могут выступать различные конструкции. Для прямых участков изготавливаются муфты.
Чтобы осуществить поворот, применяют специальный угольник. В продаже имеются фитинги с резьбой: одна его часть присоединяется к полипропиленовой трубе, другая монтируется к металлической трубе или сантехническому узлу.
Пайка полипропиленовых труб: порядок работы
 Сначала нужно проверить качество строительных материалов (если это не сделано раньше). К монтажу не допускаются трубы и фитинги с любыми дефектами, к которым относятся: овальный профиль, трещины, различная толщина стенок. Затем осуществляется необходимая разметка. Трубы из полипропилена достаточно пластичны, и супер точность здесь не требуется.
Сначала нужно проверить качество строительных материалов (если это не сделано раньше). К монтажу не допускаются трубы и фитинги с любыми дефектами, к которым относятся: овальный профиль, трещины, различная толщина стенок. Затем осуществляется необходимая разметка. Трубы из полипропилена достаточно пластичны, и супер точность здесь не требуется.
Тем не менее, к задаче следует подойти ответственно, и сделать все аккуратно.
 Нужный участок отрезается строго перпендикулярно относительно самой трубы. Если у изделия имеется армированный слой, то посадочная поверхность (предназначенная для вхождения в фитинг) должна быть обработана шейвером. Поверхность хорошо обезжиривается, концы трубы зачищаются. Для облегчения предстоящего процесса плавки, напильником и ножом аккуратно убираются заусеницы.
Нужный участок отрезается строго перпендикулярно относительно самой трубы. Если у изделия имеется армированный слой, то посадочная поверхность (предназначенная для вхождения в фитинг) должна быть обработана шейвером. Поверхность хорошо обезжиривается, концы трубы зачищаются. Для облегчения предстоящего процесса плавки, напильником и ножом аккуратно убираются заусеницы.
Далее готовится сам аппарат для сварки. Для него выбирается подходящее место, чтобы он находился в зоне досягаемости, и в то же время не мешал проведению работ. Его надежно закрепляют, устанавливают необходимые насадки. Затем подключают устройство к сети и около пятнадцати минут ждут его нагревания. Готовность аппарата к действию определяется по имеющемуся на нем световому индикатору.
Непосредственная пайка труб
Как вести сам процесс по соединению труб?
Главное, что следует уяснить – все необходимые работы проводятся без спешки, в строгой последовательности, четко и аккуратно.
Тому, кто намеревается заняться этим в первый раз, желательно предварительно потренироваться на ненужных обрезках.
Такие учебные манипуляции позволят лучше уяснить суть процесса.
Правильная очередность пайки. На насадку сначала надевается фитинг, сразу вслед за этим труба вставляется в другую насадку. Когда оба элемента будущего соединения окажутся на разогретом паяльнике, начинается временной отсчет. Нужное для плавки количество времени зависит от размеров самой трубы. Отношение требуемого времени, в зависимости от d трубы, можно узнать из специальной таблицы.
 Рассчет времени сварки для полипропиленовых труб
Рассчет времени сварки для полипропиленовых труб
Туда внесены часто встречающиеся соотношения. По истечении необходимого количества времени, нагретые элементы быстро снимаются с насадки и немедленно соединяются. Сделать это нужно точно и фактически моментально, выравнивая при этом трубу по оси. Остывающий материал твердеет чрезвычайно быстро, порядка 5-8 секунд оказывается достаточно для того, чтобы он полностью схватился.
 Но не стоит отпускать соединяемые изделия сразу. Обычно мастера удерживают соединение руками до полуминуты, для его лучшего и более надежного скрепления. Для окончательного охлаждения узла потребуется около двух-трех минут. Процесс должен протекать естественным путем, не допускается его ускорение посредством использования охлажденной воды или воздуха. Таким образом можно лишь повредить как сам пластик, так и сделанное соединение.
Но не стоит отпускать соединяемые изделия сразу. Обычно мастера удерживают соединение руками до полуминуты, для его лучшего и более надежного скрепления. Для окончательного охлаждения узла потребуется около двух-трех минут. Процесс должен протекать естественным путем, не допускается его ускорение посредством использования охлажденной воды или воздуха. Таким образом можно лишь повредить как сам пластик, так и сделанное соединение.
Сварка пластиковых труб: возможные ошибки
 Какие ошибки могут произойти при осуществлении данной процедуры? Если при совмещении трубы с фитингом, она не будет введена до конечного положения, между торцом трубы и упором фитинга образуется промежуток.
Какие ошибки могут произойти при осуществлении данной процедуры? Если при совмещении трубы с фитингом, она не будет введена до конечного положения, между торцом трубы и упором фитинга образуется промежуток.
На уже смонтированном водопроводе у такого узла будет наблюдаться больший диаметр внутри трубы, но меньшая толщина ее стенки.
Нередко случается и такое. Трубка плохо вводится в сварочную насадку (для нагрева), не до самого упора. Снаружи в таком случае все будет выглядеть, как и положено, хотя на самом деле данный фитинг будет слабым местом. Чересчур большое усилие для совмещения, при нагреве, также может стать причиной дефекта. Может произойти выдавливание достаточно большого грата. Он станет препятствием, затрудняющим свободное движение по трубе жидкости или газа.
Полиэтиленовые трубы: холодная сварка
Так как разговор идет о сварке труб, то не лишним будет вспомнить холодный метод. Холодная сварка обычно упрочняется сталью. Ее используют, чтобы быстро и прочно герметизировать соединения, ремонтировать и восстанавливать утраченные элементы изделий из черных и цветных металлов, которые эксплуатируются при t от минус 60 до плюс 150.
Такой метод отлично подойдет для ремонта, например, радиаторов отопления в квартире. Его можно использовать даже в помещениях, имеющих чрезмерно высокие показатели влажности. Для этого способа характерна отличная адгезия к влажным и промасленным поверхностям. Сами пластиковые трубы будут в пластичном состоянии не более пяти минут от начала процесса. 
Замешенный состав сохраняет свои рабочие свойства при t 20 градусов в течение пяти минут. Схватывается окончательно материал где-то через 20 минут после нанесения. Использовать сваренные материалы можно уже через пару часов. Пользоваться составов нужно осторожно, чтобы исключить его попадание на кожу и в глаза. Желательно пользоваться специальными резиновыми перчатками.
Этот способ подходит, скорее только в экстренных ситуациях, в остальных случаях, мы рекомендуем пользоваться аппаратом для сварки.
